
Authors: Sari Nieminen, Jorma Heikkinen, Erkki Lassila and Taito Alahautala
1 Introduction
The applicability of high power diode laser illumination for the measurement of wood internal structure was studied in PUNOS-project (Properties and applications of optical transillumination of wood). PUNOS-project was carried out during 1.5.2009 – 29.2.2012 and funded by TEKES (the Finnish Funding Agency for Technology and Innovation) and several companies. Main research work was performed by CEMIS-OULU, a department of the University of Oulu in Kajaani, Finland.
Some important questions were:
- What wavelengths are the most suitable for the transillumination of wood?
- How light propagates through different types of wood?
- How high pulse energy is required for the successful transillumination of wood?
- What kind of information can be obtained from the transilluminated images?
- Can this information be utilized e.g. for determining the strength of wood?
2 Experiments
Spectral measurements were carried out in order to find the optimal wavelength for transillumination of wood. It turned out that wavelength region around 810 nm is in the optimal region for this purpose. This matches perfectly with the emission wavelength band of CAVILUX LP (810 ± 10 nm). A special version of CAVILUX LP with 700 W output power and extended pulsing properties was realized for the tests. In transillumination measurements the laser exposure in each image was 660 μs. This results in a pulse energy of approximately 460 mJ. The measurement setup is shown in Fig. 1.

Figure 1. Measurement setup for the trans-illumination of wood.
In Fig. 1. the fiber-optic light guide and collimator can be seen on the left and the camera on the right. The camera was Sensors Unlimited SU 320 MVis-1 with a 25 mm Computar lens (iris 1.4). The diameter of the collimated laser light beam was 22 mm. The polarisation of the light was arranged to be in the horizontal plane, i.e. as parallel with the grain pattern of the sample board as possible. The distance between the camera and the board was constant, so with thicker boards the distance between the camera and collimator was increased accordingly.
The samples were made of fresh pine, with a width of 115 mm, length of 350 mm and varying thickness. Some of the samples were made of heartwood and some of sapwood and they were cut either radially or tangentially. The moisture content of the sapwood boards was approximately 148 % as compared to dry weight. The corresponding value for heartwood boards was 32 %. Measurements were started with sapwood boards of 70 mm thickness and heartwood boards of 50 mm thickness. Between each measurement the thickness of the board was reduced by 1 mm with a plane.
3 Results
With sapwood samples transmitted light was detected already with boards of 74 mm thickness. From the research point of view sufficient amount of light was transmitted with sapwood boards of 67 mm thickness and with 49 mm thickness over exposure started to appear.
In heartwood the transmission of light was clearly worse, partially due to the lower moisture content. With heartwood transmitted light was detected with boards of 45 mm thickness. Sufficient amount of transmitted light was achieved with 39 mm thickness and over exposure started to appear with 33 mm thickness. Certain amount of variation was found, depending on the cutting direction (radial or tangential), the density of the sample and amount of pitch.
The camera was the same that was used in the spectral measurements for finding out the best wavelength region for the trans-illumination of wood. However, at the optimal 810 nm region also normal machine vision cameras can have good sensitivity. Therefore sensitive machine vision cameras were tested and based on these tests it was found out that at 810 nm region the most sensitive machine vision cameras were approximately 25 times more sensitive than the camera that was used in the transillumination tests. Therefore it is clear that the development of camera sensitivity and increase in laser power will increase the thickness of wood that can be properly transilluminated.
Some results of trans-illumination measurements are shown in Fig 2 for sapwood and heartwood. In Fig. 2 the term “standard laser” refers to a standard CAVILUX LP (500 W @ 810 nm, 2 % max duty cycle) and “updated laser” to a CAVILUX LP (500 W @ 810 nm) with extended duty cycle (max 4 %). “Special laser” refers to a CAVILUX LP with 700 W output power and max 4 % duty cycle.


Figure 2. Results of transillumination measurements for sapwood and heartwood.
As can be seen from Fig. 2 the transillumination of wood can be improved both by increasing the pulse energy of the laser and by using more sensitive cameras. Also camera optics can be improved. The future development of illumination and detection will further improve the transillumination of wood.
The grains of wood are mainly aligned in the longitudinal direction of the board. However, knots and other discontinuities cause changes to the grain direction and result e.g. in decreased strength. Via transillumination these knots and changes in the grain direction can be detected, also inside the board.
An example image of a board with straight grains and transilluminated in the tangential direction is shown on the right in Fig. 3 with an image of the original laser spot on the left. The elliptical shape is explained by the fact that light propagates better in the grain direction than perpendicular to it. The shape of the ellipse is the same both in sapwood and in heartwood. Knots and changes in the grain direction modify the shape, location and orientation of this ellipse, therefore providing information about the strength of the board. This is shown in Fig. 4.

Figure 3. Original laser spot (imaged through a 5 mm thick pile of paper) on the left and
transillumination image of a board with straight grains on the right.
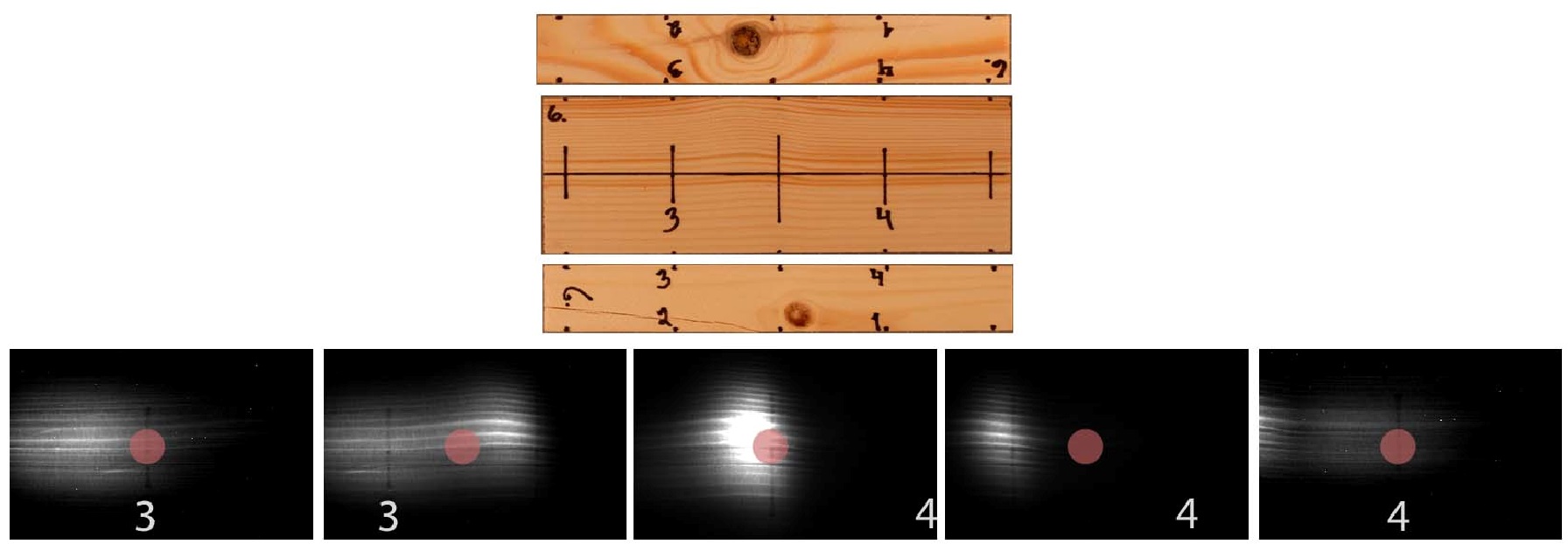
Figure 4. The trans-illumination images of a board with an inside knot.
In the greyscale images in Fig. 4 the red dots indicate the location of the collimated laser spot and the numbers indicate the movement of the board with respect to the laser and the camera. As can be seen, the knot starts to affect the shape, size and brightness of the ellipse long before the light actually hits the knot, even if the knot is not visible on the surface of the long side of the board (the knot can only be seen on the short sides of the board). This knot inside the board causes major changes to the grain direction which affects light transmission. It can also be seen that the transmission is very high for light that is coupled to the knot (over exposure).
4 Conclusions
In PUNOS-project it has been verified that high power laser illumination at 810 nm wavelength region can be used for the transillumination of wood. With sufficient laser power and sensitive detector it is possible to transilluminate even such thicknesses that are typically used in wooden constructions. From the transilluminated images it is possible to obtain information about features that affect the strength of wood, such as knots and discontinuities in the grain direction. Therefore transillumination of wood is a promising method for estimating the strength of wood. However, further research is required before definite answers can be obtained. In addition to strength evaluation, transillumination of wood can also be utilized for estimating the moisture content of wood as well as for evaluating whether the wood is heartwood or sapwood.
About the authors
Sari Nieminen (Lic.Sc.Tech.) has been working as a researcher in CEMIS-OULU (former Measurement and Sensor laboratory) since 2001. Her research topics include detection of knots and decay from the wood by microwave measurement techniques and transillumination of wood by laser light.
Jorma Heikkinen (MEng) has been working as an engineer in CEMIS-OULU (former Measurement and Sensor laboratory) since 1999. He has special expertise in the fields of measurement environment, wood product industry, wood material, wood construction and wood research.
Erkki Lassila (Dr. Tech.) graduated from Tampere University of Technology in 2006 in the field of lasers and laser optics. Since then he has been working as the Director of R&D in Cavitar Ltd. He has special expertise in the field of lasers, laser optics, camera technology and applied optics.
Taito Alahautala (Dr. Tech.) graduated from Tampere University of Technology in 2004 in the field of applied optics. He is currently working with customer solutions as the CTO in Cavitar Ltd. Taito has special expertise in optics, lasers and industrial laser based systems.







