
Author and copyright: Cavitar Ltd
1 Introduction
Welding refers to a process in which materials, typically metals or thermoplastics, are joined together using high temperatures to melt the materials to form a joint. Usually a filler material is also melted on the joint to make it stronger. The success of the welding process and the strength of the final product depends on a number of factors, such as the profile of the weld on the joint and the constant even flow of shielding gas to avoid the oxidization of the melted metals or the filler material. Many of these factors can be imaged to study or track the welding process. This paper presents some of the techniques for welding imaging that can be used to gather information on welding processes, examining their possible applications and discussing studies done on the topic.
Section 2 introduces the most common industrial welding processes, whereas Section 3 dives into imaging techniques that can be used to visualize welding. Section 4 discusses the features that can be imaged in welding and why the information gathered is of interest, summarizing the findings of previous studies on the topic where possible.
In addition to welding, most of these visualization principles are applicable to the imaging of laser, arc and plasma based additive manufacturing.

Figure 1. Typical setup in welding and additive manufacturing research shows*
high-speed camera on the right with laser illumination on the left.
2 Welding Processes
2.1 Gas Metal Arc Welding (GMAW)
In gas metal arc welding (GMAW), also known as metal inert gas (MIG) welding and metal active gas (MAG) welding, a welding gun is used to create an electric arc between the consumable wire electrode fed through the gun and the metals that are being welded. The heat of the arc melts the metals together. Shielding gas flows through the welding gun protecting the melted metals from coming into contact with air. The power source used in GMAW is typically constant voltage and direct current, although alternating current is also possible. The metal transfer methods commonly used in GMAW are globular, short-circuiting, spray and pulsed-spray. The method chosen depends on the purpose of the welding. In industrial welding, GMAW is the most frequently used process, as it can be automated, and it is both fast and versatile. The process is most suitable for indoors because of the use of shielding gas.
Despite the commonness of GMAW, studies on the process are limited. This is largely due to difficulties in producing reliable images of the process. The brightness of the electric arc easily disrupts the imaging process and prevents cameras from seeing the welding action. This obstacle can, however, be overcome with the correct imaging technique, light source and filter, which are considered in Sections 3 and 4.
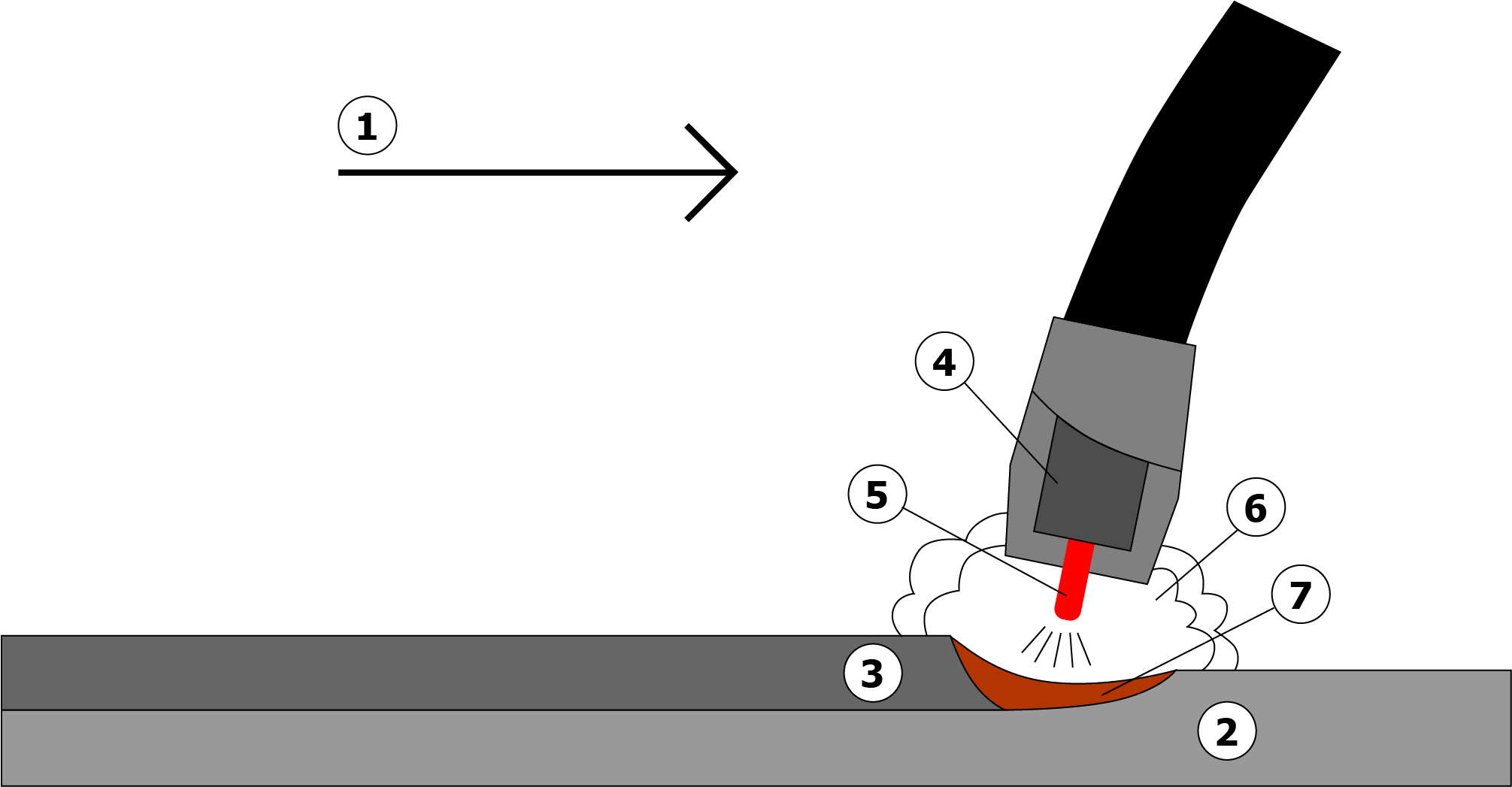
Figure 2. GMAW: principle of operation. (1) Direction of travel, (2) Workpiece, (3) Solidified weld metal,
(4) Contact tube, (5) Electrode (filler wire), (6) Shielding gas, (7) Melt pool.
2.1.1 Cold Metal Transfer (CMT)
Cold metal transfer (CMT) differs from conventional GMAW mainly in terms of heat input and arc stability. In CMT each short circuit is detected and each detection signal causes the filler wire to retract from the weld giving it time to cool before administering the next filler material drop. The method minimizes the amount of spatter and results in a smoother and stronger seam than the conventional GMAW method. CMT has been found to be superior to conventional GMAW especially in the welding of steel and aluminum (Selvi et al. 2018).
2.2 Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc welding (GTAW), also called tungsten inert gas (TIG) welding, uses a welding torch instead of a welding gun to form an electric arc between a non-consumable tungsten electrode and the workpiece metals. Similarly to GMAW, shielding gas protects the weld from contamination. A filler metal is typically used to join the workpiece metals together, but it is not always required. The power source used in GTAW is constant current.
GTAW is most suitable for the welding of magnesium, copper and aluminum alloys and other non-ferrous metals as well as thin sections of stainless steel. Compared to GMAW, GTAW produces welds with more strength and a higher quality due to the operator having more control over the weld. In exchange it is slower and more challenging. From the point of view of visualization GTAW is easier to image than GMAW due to differences in heat and amount of spatter.

Figure 3. GTAW: principle of operation. (1) Direction of travel, (2) Workpiece, (3) Weld seam,
(4) Contact tube, (5) Electrode, (6) Shielding gas, (7) Melt pool, (8) Filler rod.
2.3 Plasma Arc Welding (PAW)
The plasma arc welding (PAW) setup closely resembles GTAW in that PAW also utilizes an electrode that is often made of sintered tungsten. However, in PAW the electrode is located inside the welding torch, making it possible to separate the plasma arc from the shielding gas envelope. As the plasma is forced through the small opening of the torch nozzle, the heat and speed of the arc increase improving the heat transfer properties, stability and shape of the arc. PAW can be used to join workpieces either with or without filler material.

Figure 4. PAW: principle of operation. (1) Direction of travel, (2) Workpiece, (3) Weld seam, (4) Electrode, (5) Plasma gas,
(6) Water-cooled torch body, (7) Shielding gas, (8) Shielding gas nozzle, (9) Plasma arc, (10) Melt pool, (11) Optional filler rod.
2.4 Laser Beam Welding (LBW)
In laser beam welding (LBW) a laser is used instead of an electric arc to melt the materials that are being welded. The biggest benefits of LBW are that it can be easily automated (which the majority of LBW processes are) and the heat source is highly concentrated, which makes it possible to produce deep and narrow welds successfully. For thin workpieces, a pulsed laser beam can be used. Because the heat can be focused on a small area, both the heating and cooling of the workpiece surface are fast. This might, however, pose problems when welding steels with high carbon concentrations, as the surface might crack due to fast cooling. LBW can be used to weld a variety of materials, e.g. stainless steel, carbon steels and aluminum, as the welding power of the laser beam is very controllable.
From experience we have found that LBW is less challenging to image than arc welding processes. The narrow, known spectrum of the wavelength in LBW is easier to filter out than the light produced in arc welding processes.

Figure 5. LBW: principle of operation. (1) Direction of travel, (2) Workpiece, (3) Weld seam,
(4) Laser beam, (5) Shielding gas, (6) Shielding gas nozzle, (7) Melt pool.
2.5 Other Welding Processes
Other welding methods that potentially benefit from the use of laser illumination include e.g. gas welding and pressure welding, which is further divided into e.g. explosion, resistance and friction welding. Explosion welding has been studied with the CAVILUX laser (see Pabst 2017, https://www.cavitar.com/library/high-speed-visualization-of-electromagnetic-pulse-welding/). Submerged arc welding, on the other hand, does not benefit from laser illumination as the weld area is covered with granular solid flux.
3 Imaging Techniques
As has already been mentioned, the imaging of welding processes is challenging due to the brightness of the electric arc blinding the camera. This section presents several imaging techniques for the visualization of welding processes, explaining the strengths and weaknesses of each.
3.1 General Guidelines for Capturing High-Quality Images of Welding Processes
3.1.1 Filtering and Illumination
One way to image welding processes is to use the process light as the only light source for the camera without the inclusion of active lighting. In this case the illumination is mainly provided by the electric arc of the welding process, the temperature of which varies between 6 000 and 20 000°C depending on the process. The problem with only relying on the process light is that it is often too bright for the camera sensor, which results in saturated images that do not reveal much about the process.
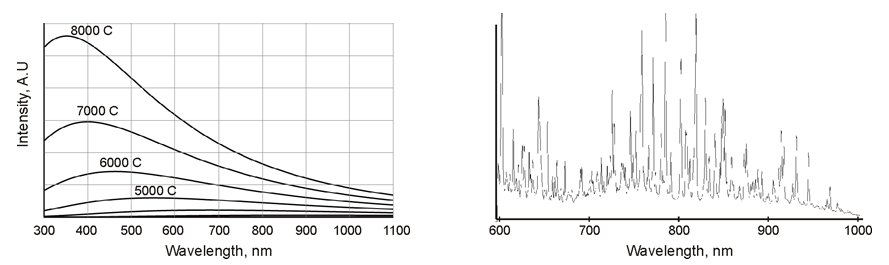
Figure 6a. Thermal process radiation. Figure 6b. Emission peaks of process elements.
The amount of process light entering the camera sensor can be decreased by using for example neutral density filters. The downside of this approach is that the areas that were poorly illuminated to begin with, become even darker. This means that not all features can be visualized by simply using filters. Seeing “hot” and “cold” regions simultaneously requires the use of both a filter that prevents the saturation of the image by reducing the amount of process light entering the camera sensor and additional illumination that illuminates the object as desired and functions with the filter transmission band. The starting point is not ideal as the production of detailed high-quality images requires an additional light source that is more powerful than the extremely strong electric arc.
On the other hand, if another type of filter, a highly efficient narrow band pass filter, is used, the object of imaging can be illuminated with an essentially monochromatic laser light source. A narrow band pass filter blocks almost all process light from entering the camera sensor except that emitted at the narrow transmission band of the filter. As a result, the active laser illumination only has to be more powerful than the process light within the narrow transmission band of the filter. In practice this requires the laser power of a few hundred watts. Such a setup enables the visualization of both “hot” and “cold” regions simultaneously. A comparison of the different illumination setups is displayed in Figure 6.

Figure 7. Comparison of three different illumination setups for the visualization of welding processes.
3.1.2 Camera Properties
In industrial environments, the continuous real-time monitoring of welding processes is often desirable, which means that low frame rates are used. On the other hand, in research and development it is often possible to use high-speed cameras to record welding processes. The main benefit of a high-speed camera is that it is able to capture fast phenomena, which might be missed with a regular camera using lower frame rates.
Regardless of the frame rate, the camera should preferably have a short exposure time and a monochrome sensor if it is to be used with (monochromatic) laser illumination. A short exposure time helps to reduce the amount of process light passing through the narrow band pass filter. Equally crucial is the illumination of the process with a short laser pulse (preferably on the microsecond scale) instead of a continuous wave light source, for example. Short laser pulses do not cause any thermal effects on the object and they simplify the safety management of the laser. In comparison to a color camera, a monochrome camera ensures improved sensitivity and image quality.
3.1.3 Properties of Camera Optics
The main criteria for selecting camera optics include the field of view and the working distance. The physical dimensions of the camera optics also need to be taken into account. An adjustable iris is often useful, as it makes it possible to adjust overall image brightness. Additionally, a smaller iris enables a larger depth-of-view.
3.1.4 Positioning the Camera and Illumination
By modifying the relative angle between the camera and illumination, different features of the welding process can be highlighted. Additionally, the positioning of the camera and illumination also play a role in avoiding specular reflections from the metal surfaces of the workpiece(s).
Common visualization geometries include:
- The camera and illumination are pointed at the process from essentially the same direction. The surface of the workpiece and the wire, among other things, can be seen clearly. Specular reflections might, however, cause disturbances in the images.
- Side illumination: the angle between the camera and illumination is around 90 degrees. This setup often reduces specular reflections and can improve the visibility of the melt pool.
- Direct back illumination: the object is between the camera and illumination. This setup generates sharp silhouette images, which is suitable for drop formation studies, for example.
- Indirect back illumination: the illumination is not directed directly at the camera. This setup improves the visibility of the melt pool in comparison to direct back illumination.
- Application of diffusing elements or multiple illumination sources: distributed illumination like light delivery via multiple illumination fibers. This setup reduces the amount of specular reflections.
- Combination of the techniques described above.
Usually the best configuration for each purpose can be found by testing different angles between the camera and illumination. The images below exemplify two direct illumination setups and an indirect illumination setup using a reflective plate.

Figure 8. Left: Simultaneous direct and back illumination of arc welding. Right: Direct illumination of laser welding.
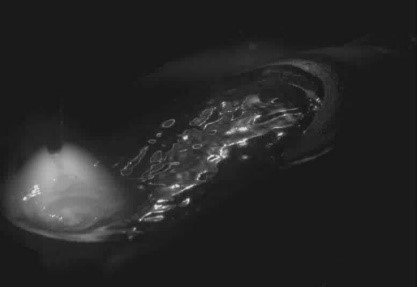
Figure 9. Indirect illumination using a reflective plate to highlight melt pool dynamics.
3.2 Machine Vision vs. High-Speed Imaging
Machine vision refers to the continuous monitoring of industrial processes with camera-based solutions. In welding processes, machine vision can be utilized in process and quality control. Process parameters can be adjusted on the basis of the live image or results generated by image analysis. Machine vision combined with advanced image analysis algorithms enables automated process control and thus can decrease the workload of staff.
High-speed imaging is defined as the capturing of multiple consecutive frames at a fast rate. In the welding industry it is mainly used for research and development purposes. High-speed imaging makes it possible to see fast and ultrafast phenomena in slow motion, which means that they can be analyzed carefully and their inner workings understood. The solution chosen defines the speed of imaging: an in-situ storage CCD solution can capture 103 images at 10 Mfps, whereas a gated intensified CCD solution captures 4-12 images at 200 Mfps. Similar speeds can be achieved with CMOS solutions.
A combination of machine vision and high-speed imaging can also be utilized in the monitoring of industrial welding processes. The analysis software can be programmed to trigger high-speed imaging when the algorithms detect a certain change or feature in the process that might be of interest for further analysis. Nowadays process industries are trending towards this sort of automated process control.
3.3 Laser Illumination
The main benefit of laser illumination in the visualization of welding processes is that it enables the use of a highly efficient narrow band pass filter. Thus, the laser only has to be more powerful than the process light within this narrow transmission band. In practice this requires the laser power of a few hundred watts. The filtering of process light, on the other hand, means that the brightness of the process can be tackled and more information is visible in the images captured.
Laser illumination enables high illumination power to pass through an aperture of just a few millimeters, which results in high levels of brightness. The light delivery can be adjusted in 10 ns increments and synchronized accurately. Compared to LED illumination, lasers provide monochromatic, speckle-free light and high irradiance. Lasers are typically small in size, which means that they fit a multitude of setups. Fiber coupling means that the laser does not need to be located right next to the target. The possibility of using short pulses means that fast phenomena can be recorded without motion blur.
Other benefits of laser illumination in the visualization of welding processes include:
- Clear view through heat
- High-speed imaging is possible
- No problems related to motion blur
- High-quality images that enable simultaneous image analysis and live monitoring of e.g. dimensions, shape, position, topography and surface defects
- Measurements are possible over long distances
- Polarized light (linear or circular)
The illumination techniques made possible by the use of lasers are versatile, and include direct illumination, fiber-coupled illumination, structured pattern illumination and long-distance illumination. For especially fast phenomena, such as shockwaves, laser illumination provides the possibility of using double pulses, which makes it possible to capture the expansion speed of the shockwave.
3.4 Filters and Other Optical Components
The main function of filters is to improve image quality. Filters are a powerful tool for manipulating the amount and type of light entering the camera sensor. This is crucial especially in GMAW and GTAW where the electric arc is very bright. Depending on the setup and the availability of additional components, the filters that can be used include for example neutral density and narrow band pass filters. (See Section 3.1.1.)
3.5 Schlieren and Shadowgraphy
Schlieren imaging is used to study phenomena that are not necessarily visible to the naked eye but that have the ability to change the direction of light. The technique is based on visualizing differences in the refractive indices of transparent media, such as air or water. An example of a schlieren setup is displayed in Figure 10.

Figure 10. Cavitar folded Z-type schlieren setup. (1) Camera, (2) mask, (3) auxiliary mirror, (4) mirror,
(5) test region, (6) slit, (7) CAVILUX laser and (8) optional front illumination.
Shadowgraphy, on the other hand, is a visualization method in which images are captured with the same setup as schlieren images but without a mask. The shadowgraph technique produces shadowgrams, which, as Settles (2001: 29) puts it, “is not a focused optical image” but “a mere shadow.” Shadowgraphy is less sensitive than schlieren, but it is suitable for the visualization of shockwaves and turbulent flows. The two techniques can complement each other in terms of the information they give about a phenomenon. While shadowgraphy displays changes in density, it does not show direction.
In addition to the use of a mask, the major distinction between the techniques is that “the schlieren image displays the deflection angle”, whereas “shadowgraphy displays the ray displacement resulting from the deflection” (Settles 2001: 29). A shadowgraph system is notably easier to set up, as the most tedious task of schlieren imaging is usually finding the correct placement of the mask and achieving the right level of sensitivity. However, the benefits achieved with schlieren often outweigh the difficulties in the setup: schlieren “emphasizes, even exaggerates details in the schlieren object where shadowgraphy usually downplays it” (Settles 2001: 29). Furthermore, “its unambiguous 1:1 image correspondence with the object of study is often a decisive benefit” (Settles 2001: 29).
To read more about schlieren imaging, see our full article on the topic here: https://www.cavitar.com/library/schlieren-imaging/
4 Objects of Imaging
Welding processes contain a number of components and phenomena that can be imaged with the techniques presented above. In the visualization of welding processes the focus is, naturally, on visible features. By imaging and studying such features it is possible to detect and prevent defects as well as control and optimize the process. This section describes the components and phenomena that can be visualized providing examples of some of their features that might be of interest to study.
4.1 Groove and Joint
Groove refers to the space between the workpieces to be joined together or to a channel in the surface of a single workpiece. Groove is the space in which the melted metal is directed and where the seam is formed. In groove welding some preparation of the joint is usually necessary. Examples of different kinds of grooves are displayed in Figure 11.

Figure 11. Examples of different types of grooves.
Some properties of the groove are crucial to achieve a successful weld. These properties include the shape of the edges of the workpieces joined together, the shape of the groove between the workpieces, the height of the workpieces in comparison to each other and the alignment of the workpieces. All of these properties can be visualized and tracked throughout the process.
Joint refers to the joining together of two or more workpieces, which means that it is often synonymous with groove. However, grooves are also found on the surfaces of single workpieces. In welding, the location of the joint in relation to the welding torch is crucial for forming a strong, smooth seam: precise guiding of the heat improves weld quality. This is especially critical in LBW, where seams are often narrow and any deviation may cause lack of sidewall fusion (see e.g. Nilsen et al. 2017). By combining the visualization of the welding process with powerful analysis algorithms it is possible to track as well as make automated adjustments to the location of the welding torch in relation to the joint.
Figure 12. Example of joint in plasma welding.
4.2 Filler Wire
GMAW and SMAW use a consumable wire that is fed through the welding gun at an even rate. The electric arc forms between the wire electrode and the workpiece(s). The material of the wire depends on the material of the workpiece(s) as well as other features of the welding process and it affects the quality of the weld.
In GTAW and PAW the filler wire is fed to the weld area from outside the welding torch, as a non-consumable electrode is used to form the arc (see below).
Figure 13. Consumable wire with flux coating in SMAW welding.
More under the related application note:
https://www.cavitar.com/library/high-speed-visualization-flux-coated-electrode-hand-welding/
4.2.1 Droplets
As the filler wire melts, droplets of the filler metal are transferred to the workpiece to form the weld seam. The main reason to image and study droplets is to identify problems with regular droplet formation and optimize the process to get rid of any issues. The position of the filler wire in relation to the groove is also crucial to achieving a well formed seam.
Figure 14. Filler wire in GMAW welding.
4.2.2 Spatter
Spatter consists of weld material droplets that splash around the workbench or workpieces during the welding process. Due to its high temperature spatter can cause damage to the working area if it is not prepared for and it can leave undesired round marks on the finished product. In addition to visual defects, spatter marks can cause corrosion. Spatter can originate from either the filler wire or the melt pool and is especially typical of GMAW. Factors that can cause spatter include impurities on the workpiece surface, some shielding gases, certain properties of the arc, welding angle and filler wire speed.
Gunenthiram et al. (2018) showed in their study that spatter ejections can be successfully studied combining high-speed imaging, laser illumination and subsequent image analysis. They concluded that in powder bed LBW the material of the powder has an impact on the amount of spatter generated, and visualization can be used as an analysis tool to minimize spatter.
Figure 15. Spatter creation in laser welding.*
More under the related application note:
https://www.cavitar.com/library/spatter-behavior-in-laser-beam-welding-process/
4.3 Electrode
In GTAW and PAW a non-consumable tungsten electrode is placed in the middle of the welding torch. The electric or plasma arc forms between this electrode and the workpiece(s). The properties of the electrode visualized and studied include the condition of the electrode and its position in relation to the workpiece(s).
Figure 16. Tip of a TIG process.
More under the related application note:
https://www.cavitar.com/library/modern-variants-of-classical-arc-welding-technologies-with-high-speed-videography/
4.4 Arc
An electric arc forms between the filler wire or the electrode and workpiece in arc welding. The arc is a result of an electric discharge, and it is what heats up the metal in welding. Due to its high levels of brightness, the arc is difficult to visualize. Laser illumination is all but necessary to capture the properties of the arc, as most of the brightness can be filtered out. Schlieren setups with high power light sources can be used to study how the arc interacts with the workpiece (see e.g. Siewert et al. 2014).
Figure 17. Arc creation in GMAW – spin arc.
More under the related application note:
https://www.cavitar.com/library/modern-variants-of-classical-arc-welding-technologies-with-high-speed-videography/
4.5 Shielding Gas
Shielding gas is a gas mixture that flows from the welding gun or torch continuously during welding. The shielding gas protects the melted material from oxidization to ensure the strength of the joint. The shielding gas is an important element in welding, as an uninterrupted, optimal flow of the gas ensures that the weld does not come into contact with contaminants in the air. According to Siewert et al. (2014: 1) contamination may lead to “arc instability, oxidation, porosity, and spatter.” Furthermore, the plasma and the arc spots can be influenced negatively by coming into contact with oxygen or other atmospheric gases. Information on the flow and functionality of shielding gases is valuable for example in the development process of new welding guns and torches. The most important feature of welding guns and torches in terms of shielding gas is a functional nozzle that lets the gas flow without separation or turbulence (Siewert et al. 2014).
Shielding gas is one of the most studied components of welding. Siewert et al. (2014: 1) report that for the analysis of shielding gas flows, both laser doppler anemometry (LDA) and particle image velocimetry (PIV) have been tested. PIV was more effective of these two as it made the “nonintrusive and temporally resolved detection of a two-dimensional gas flow field” possible in both GMAW and GTAW. The downside of the two analysis methods is, however, that the costs are high and the mastering of the measuring technique requires dedication.
A more cost-effective and easier way to study shielding gas flows is the schlieren imaging technique, although the problem with especially GMAW is the brightness of the arc, which causes disturbances in the images. GMAW is thus generally considered a difficult process to visualize. However, by adjusting the key components, i.e. the light source and the mask, high-quality schlieren images of the shielding gas can be captured. As a mask, Siewert et al. (2014) consider a knife-edge mask perpendicular to the workpiece ideal, but different shapes and sizes of masks are optimal for the visualization of different phenomena. The ideal mask also depends on the shape of the light source, as in an optimal case the shape of the mask corresponds to the shape of the light source. Two-color filters can additionally be used to increase the visibility of turbulences as they increase contrast but on the other hand reduce light intensity. To block the brightness of the arc entirely, a laser light source can be combined with “a neutral gray filter with a transmittance of 1 %” (Siewert et al. 2014: 4).
Furthermore, Siewert et al. (2014: 4) found out in their study that the consistency of the shielding gas has an effect on the visibility of the gas in the schlieren images: “[t]he transition of the process gas-free jet to the atmosphere is especially good to visualize using argon with an appreciable helium percentage (50%) as shielding gas. However, it has to be assumed that helium has an essential influence on the arc geometry and, above all, on the gas flow.” Bitharas et al. (2018), on the other hand, successfully used the schlieren technique to study shielding gas flows that consisted of 80 % argon and 20 % CO2 and 86 % argon, 12 % CO2 and 2 % O2.
Dreher et al. (2009) tested the use of schlieren imaging for the visualization of shielding gas when the arc is present and achieved good results with a Z-type schlieren setup using specific mirrors, lenses, apertures and filters. The images captured were used to study the flow properties of the shielding gas with and without the arc, focusing on turbulences and their effect on the workpiece. Such information can be used for example to develop a new welding torch with better shielding gas flow properties.
Figure 18. Shielding gas flow of GMAW welding captured with Schlieren technique. The shockwave of the arc is visible.
In another study Dreher et al. (2013) continued similar work using PIV and schlieren images to analyze how different shielding gas nozzles affect shielding gas flow. They also considered the alignment of the torch and the type of the joint as factors that might have an effect on the flow properties. To visualize the shielding gas with PIV Dreher et al. (2013) combined pulsed CAVILUX laser illumination with the use of tracer particles. The main benefit of PIV is the easy transportability of the measurement components and that it can be used with any chemical shielding gas composition. PIV is suitable for the analysis of the flow field in the shielding gas free jet and near the arc. With the schlieren technique the shielding gas turbulent flow effects can be visualized more efficiently, but the consistency of the gas is crucial, as the technique is based on differences in density.
In addition to PIV and schlieren, shielding gas flows have been successfully imaged and analyzed with shadowgraphy. Beyer et al. (2013), for example, studied optimal shielding gas flow rates and the effects of cross-draft and nozzle size on shielding gas coverage in metal inert gas welding using a portable shadowgraphy system with laser illumination. Their view was that shielding gas flow rates are sometimes unnecessarily increased by welders resulting in avoidable costs. They found that the shielding gas flow rate should be based on the maximum cross-draft expected and the size of the nozzle used. The analysis showed that in some welding processes even a 50 % reduction of shielding gas flow rate does not compromise weld quality, which means that by studying the process and defining the optimal parameters annual savings can be remarkable.
For further reading on the visualization of shielding gas see, e.g., Bitharas et al. (2016), Siewert et al. (2014) and Schnick et al. (2013).
Figure 19. Example of arc forming in GMAW welding. Setup included a light sheet optic to study shielding gas flow with PIV method.
More under the related application note:
https://www.cavitar.com/library/piv-measurements-shielding-gas-flow-gas-metal-arc-welding-gmaw-cavilux-hf-diode-laser/
4.6 Melt Pool
Melt pool refers to melted weld metal that has not yet solidified, which means that it is found at the spot currently being welded. Factors that affect the shape and behavior of the melt pool include welding speed, the power used and the focal point. Understanding the qualities of the melt pool is important for optimizing the incorporation of filler material droplets in the melt pool and, as a result, minimizing the amount of spatter (see e.g. Gunenthiram et al. 2018 on different weld materials, melt-pool viscosity and spatter and Fabbro 2010 on melt pool behavior in LBW).
Salminen et al. (2008) managed to visualize the shape and oxidization of melt pools with a schlieren imaging setup using laser illumination. They state that in previous studies high-speed imaging has shown that narrower welds and stronger melt flows near the surface of the weld can be achieved with increased welding speed. However, when the speed rises above a certain point, seam quality diminished due to increased spatter. In their own studies they were not able to track the melt pool behaviour throughout the process due to shortcomings in the equipment used, but despite this, they found out that the melt pool usually widens behind the keyhole. Furthermore, the melt pool shows similar characteristics throughout the depth of the penetration.
Coniglio et al. (2014), on the other hand, use shape-from-polarization methodology for the topographic characterization of melt pools. The method is based on the thermal radiation emitted by the melt pool and uses Background-Oriented Schlieren to aid in the reconstruction of the melt pool surface. The technique seems to work best with low current intensity. Such topographic measurements provide important information on the concavity and convexity of the melt pool, which in turn point at either the lack or excess of filler material.
Figure 20. Observation of the melt pool in CMT additive manufacturing in combination with schlieren imaging.
4.7 Keyhole
A keyhole forms in the middle of the melt pool as the arc heats up the material and parts of it vaporize. Keyholes are especially important in LBW, where the laser beam vaporizes the weld material efficiently, forming a keyhole via which the energy transmits to the surrounding areas. Crucial features of the keyhole include its size, shape and behavior, all of which affect the quality of the weld. The keyhole is closely related to the melt pool.
According to Salminen et al. (2008) the relationship between the keyhole and the focal point is significant for achieving high-quality welds: previous studies show that the focal point should be below the workpiece surface and the keyhole should be approximately 85 % of the size of the focal point. However, in their own study Salminen et al. (2008) found that the size of the keyhole varies according to welding speed: higher speed results in a longer, oval-shaped keyhole compared to a rounder keyhole at low welding speeds. Furthermore, a low heat input resulted in the instability of the keyhole. They used a schlieren setup with laser illumination to capture images of the welding process, and although the imaging was successful, they concluded that a high-speed camera (above 10 000 fps) would be ideal for capturing fast changes in the keyhole.
Fabbro (2010) also looked at the relationship of the keyhole and welding speed in LBW. He discovered that in addition to welding speed affecting the shape and size of the keyhole, the laser used also plays a role. New, high-quality laser beams have a smaller focal spot and as a result of this increased intensity the shape of the keyhole is more stable (for example the threshold for the tilting of the keyhole front wall is higher).
Figure 21. Keyhole in NdYAG laser welding process.
References
Allemand, C. D., Schoeder, R., Ries, D. E. and Eagar, T. W. 1985. “A method of filming metal transfer in welding arcs.” Welding Journal 64 (1): 45-47.
Beyer, V., Campbell, S. W., Ramsey, G. M., Galloway, A. M., Moore, A. J. and McPherson, N. A. 2013. “Systematic study of effect of cross-drafts and nozzle diameter on shield gas coverage in MIG welding.” Science and Technology of Welding and Joining 18 (8): 652-660.
Bitharas, I., Campbell, S. W., Galloway, A. M., McPherson, N. A. and Moore, A. J. 2016. “Visualisation of alternating shielding gas flow in GTAW.” Materials and Design 91: 424-431.
Bitharas, I., McPherson, N. A., McGhie, W., Roy, D. and Moore, A. J. 2018. “Visualisation and optimisation of shielding gas coverage during gas metal arc welding.” Journal of Materials Processing Technology 255: 451-462.
Coniglio, N., Mathieu, A., Aubreton, O. and Stolz, C. 2014. “Plasma effect on weld pool surface reconstruction by shape-from-polarization analysis.” Applied Physics Letters 104, 131603. https://aip.scitation.org/doi/10.1063/1.4870505
Dreher, M., Füssel, U., Rose, S., Häßler, M., Hertel, M, and Schnick, M. 2013. “Methods and results concerning the shielding gas flow in GMAW.” Weld World 57: 391-410.
Dreher, M., Füssel, U., Schnick, M. and Hertel, M. 2009. “Numerical stimulation of the shielding gas flow with GMA welding and options of validation by diagnostics.” https://tu-dresden.de/ing/maschinenwesen/if/fue/ressourcen/dateien/lichtbogenprozesse/veroeffentlichungen_Dokumente/DR552B1.pdf?lang=en
Fabbro, R. 2010. “Melt pool and keyhole behaviour analysis for deep penetration laser welding.” Journal of Physics D: Applied Physics 43 (44): 445501.
Gunenthiram, V., Peyre, P., Schneider, M., Dal, M., Coste, F., Koutiri, I. and Fabbro, R. 2018. “Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process.” Journal of Materials Processing Technology 251: 376-386.
McClure, J. C., Garcia, G., Hou, H. and Nunes, A. C. 1993. “Gas Flow Observation During VPPA Welding Using a Shadowgraph Technique.” NASA CR-204347.
Nilsen. M., Sikström, F., Christiansson, A.-K. and Ancona, A. 2017. “Vision and spectroscopic sensing for joint tracing in narrow gap laser butt welding.” Optics and Laser Technology 96: 107-116.
Pabst, C. 2017. “High-speed visualization of electromagnetic pulse welding.” https://www.cavitar.com/library/high-speed-visualization-of-electromagnetic-pulse-welding/
Salminen, A., Lehtinen, J. and Harkko, P. 2008. ”The effect of welding parameters on keyhole and melt pool behavior during laser welding with high power fiber laser.” Proceedings of the 27th International Conference on Applications of Lasers and Electro Optics. Laser Institute of America, pp. 354-363.
Schnick, M., Dreher, M., Zschetzsche, J., Fuessel, U. and Spille-Kohoff, A. 2013. “Visualization and optimization of shielding gas flows in arc welding.” Welding in the World 56 (1-2): 54-61.
Selvi, S., Vishvaksenan, A. and Rajasekar, E. 2018. “Cold metal transfer (CMT) technology – An overview.” Defence Technology 14 (1): 28-44. https://doi.org/10.1016/j.dt.2017.08.002
Settles, G. S. 2001. Schlieren and Shadowgraph Techniques: Visualizing Phenomena in Transparent Media. New York: Springer.
Siewert, E., Wilhelm, G., Hässler, M., Schein, J., Hanson, T., Schnick, M. and Füssel, U. 2014. “Visualization of Gas Flows in Welding Arcs by the Schlieren Measuring Technique.” Supplement to the Welding Journal, January 2014: 1-5.







